深圳市管热科技有限公司
专业水冷板定制厂家
86-0755-27865811

业务部:刘经理
电 话:13928426178
Q Q:184983002
邮 箱:184983002@qq.com
电 话:86-0755-27865811
传 真:86-0755-27865100
邮 箱:Guanre@q-thermal.com
网 址:Http://www.Q-Thermal.com
公司地址:广东省深圳市光明新区李松蓢第三工业区博聚潜能工业园
在电力电子控制、转换、驱动、信号传输等领域以及新能源领域(新能源汽车动力电池散热、UPS及储能系统散热、大型服务器散热、大型光伏逆变器散热、SVG/SVC散热等),为追求高效能、低噪音低温运行,且受到空间限制时,散热问题成为产品开发理想化的最大限制,液冷散热技术成为首选热管理方式。
液冷散热系统利用泵使散热管中的冷却液循环并进行散热。在散热器上的吸热部分。吸热部分吸收的热量通过在机身背面设计的散热器排到主机外面。也就是说液冷最大的优点在于不提高机身内部的温度即可把热量传导给散热器,通过降低冷却散热器的风扇转速或采用无扇设计来实现静音设计。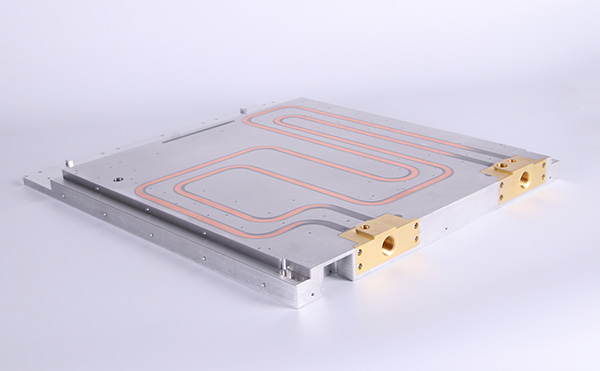
FSW为通过搅拌头摩擦生热,
散热器是用来传导、释放热量的一系列装置的统称。目前散热器主要有采暖散热器、计算机散热器,其中采暖散热器又可根据材质和工作模式分为若干种,计算机散热器可根据用途和安装方法分为若干种。家庭供暖的终端设备,热源一般为城市集中供暖等,通过热传导、辐射、对流把热量散热出来,让居室的温度得到提升。
目前冷板行业仅仅限于简单的焊接轨迹,优秀的动力电池包的温度管理系统保证了每一个单电池的温度都是全年恒定的,即使是在极端炎热天气下大量使用电池,能够保证及时的散热,防止电池的寿命减弱或者膨胀爆炸,而在极端寒冷的天气下大量使用电池,保证电池的内部足够温暖,不会影响性能与寿命。电池的散热是用液体的冷却剂流经电池组的底部的水冷板。
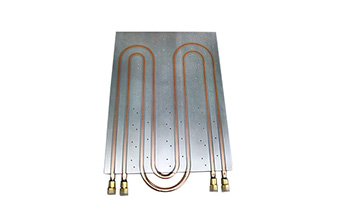
比如平直的结构或圆筒形结构的焊接水冷板,而且在焊接过程中工件要有良好的支撑和衬垫。龙华射频电源水冷板公司对于小的工件,人为的因素对质量影响很大。
内压铸工艺是非常成熟且应用广泛的成型方式,随着新能源汽车的快速发展, 成为电机控制器、动力电池包托盘及散热箱体成批量生产的首选方式,但需在工艺上控制压铸杂质、汽孔等问题,保守采用密封圈方式或者采用摩擦焊焊接的方式,都需要在工艺上提高可靠性避免导致漏水问题。
利用挤压工艺将冷板流道直接成型,再通过机加方式打通循环,通常采用摩擦焊接、钎焊焊接等焊接工艺进行密封,此工艺生产效率高,成本低;散热器质量鉴别方法 :
1、询问板材的厚度,板材的厚度直接影响到散热器的使用寿命,通常应在1.25mm为宜,但某些生产商为了偷工减料,其板材的实际厚度要比其宣称的薄,最简单的鉴别方法就是抬起一组暖气掂掂其重量。
2、散热器表面漆是否有光泽,颜色是否纯正鲜艳;表面焊点是否明显,可用手触摸表面判断其是否光滑。
1,模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以保证模具芯部温度与外部温度的均匀。
2,在试模或生产前,必须用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。






