深圳市管热科技有限公司
专业水冷板定制厂家
86-0755-27865811

业务部:刘经理
电 话:13928426178
Q Q:184983002
邮 箱:184983002@qq.com
电 话:86-0755-27865811
传 真:86-0755-27865100
邮 箱:Guanre@q-thermal.com
网 址:Http://www.Q-Thermal.com
公司地址:广东省深圳市光明新区李松蓢第三工业区博聚潜能工业园
水冷背板采用无风机设计,没有电力需求,无能耗,减少噪音,其动态、精确、智能化的冷却技术可以降低制冷能耗的成本。经过东远科技设计及加工的全覆盖水冷板具有重量轻、强度高、耐腐蚀性好、无磁性、成形性好及低温性能好等特点。
主体为水冷系统,主要由CDU——冷水分配控制器、RDHx——背板热量交换器以及CDU至RDHx的管路组成,CDU的冷水源由机房公共冷水供应系统提供(冷水机组)。为IT设备机柜专门设计的CDU作为整个系统的核心对背板热量交换器(RDHx)起分配
水冷板散热器广泛应用于各类工业品的散热冷却
CDU集合了Eaton-Williams在冷却方面的创新技术,分别完成冷却水的一级循环、二级循环。CDU内置热交换器、水泵、控制阀、及温度、压力、湿度等传感器获取精确的流量、压力、温度、湿度等数据。通过独特的算法,分别为冷却水的两级循环做精确的控制。
,比如电动汽车电池包、光伏逆变器、电动汽车控制器、医疗器械、
1,模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以保证模具芯部温度与外部温度的均匀。
2,在试模或生产前,必须用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。
根据特定的设计在铝板上开槽,同时用折弯机把铜管折成槽弧度一样的形状,再用压管工艺把做的铜管压到槽里边去,铜管就成了D形管了,再用环氧树脂填补缝隙,再用飞面工艺飞一次,整个平面就平整光滑了工艺的先进性,没有得到足够的重视,都在强调所谓摩擦焊接,真空钎焊。但由于缺乏工艺技术研究和工艺评定,很难真的掌握。
适填料为美国进口高导热环氧树脂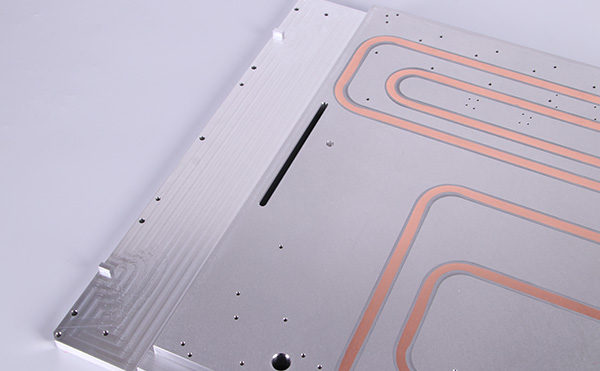
散热器是用来传导、释放热量的一系列装置的统称。目前散热器主要有采暖散热器、计算机散热器,其中采暖散热器又可根据材质和工作模式分为若干种,计算机散热器可根据用途和安装方法分为若干种。家庭供暖的终端设备,热源一般为城市集中供暖等,通过热传导、辐射、对流把热量散热出来,让居室的温度得到提升。
可单双面安装器件散热片,因铜管厚度没有进行二次加工散热片,力同热能2011年从北京航空研究所引进摩擦焊焊接技术, 经过近几年对材料的研究、验证及焊接技术的创新,对压铸成型再焊接工艺控制良好,且制程稳定,具备批量交付能力。除了摩擦焊焊接工艺,部分水冷板还会采用钎焊或真空钎焊的焊接工艺,近年来使用率不断上升,特别是在较为精密的涉及到铜与不锈钢焊接、双面铜板焊接等






